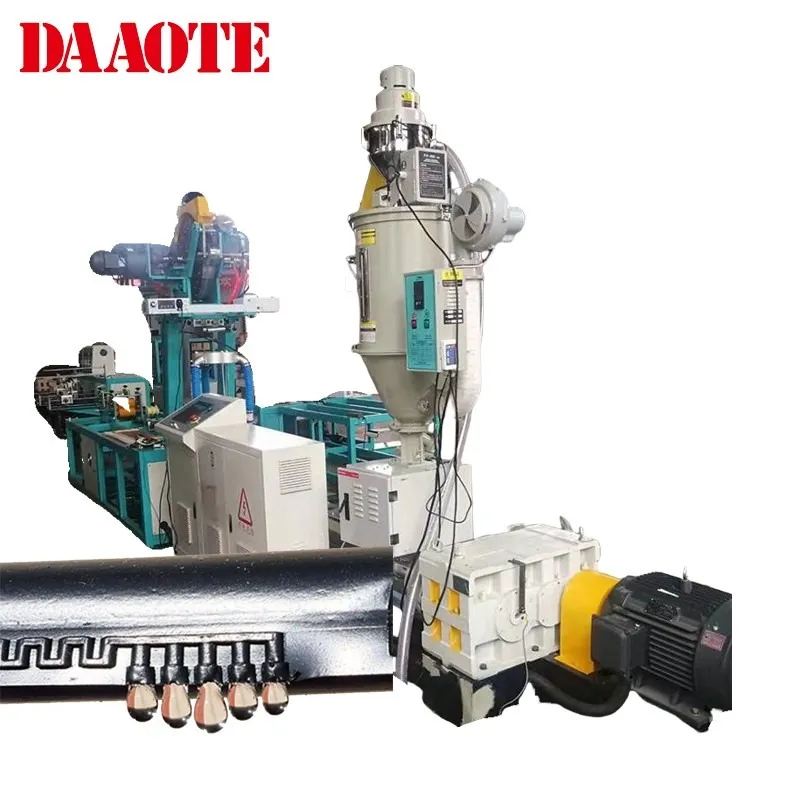
Single-wing Labyrinth Drip Irrigation Belt Extrusion Machine
ELECTRONICS AND AUTOMATION
Information
1. Adopting different type or the same type of plastic extruder to extrude at the same time, and adopting frequency conversion to control the extrusion amount to ensure the production process is stable, reduce energy consumption.
2. Extruder screw and barrel are using 38CrMoAlA, after forging, tempering, nitriding treatment, the screw surface again sprayed hard double alloy, to enhance the hardness of the screw, in order to extend the service life of the screw: at the same time, adopting new type for screw structure, especially suitable for PE recycled materials, plasticising effect is better.
3. Two-layer composite labyrinthine irrigation hose extruder machine forming mould adopting double-layer co-extrude hot runner centre screw feed, pre-cooled by cast aluminium wind ring, measured and controlled by far-infrared diameter measuring device (with its own air pump, no need for external air source), to ensure high strength of the film tube and uniform thickness.
4. Labyrinthine drip irrigation hose forming unit use a separate vacuum moulding device to achieve the standard specification.
5.After forming air cooling, and into the stainless steel water tank for circulating water shaping water cooling at the same time.
